Important Facts about Fire Safe Standards
Why it’s important to know if your Valves are Fire Safety Designed, Tested, and Approved
Reliable fire protection is essential for industrial valves in industries with sensitive applications. Because of the dangers that come within installations in the oil and gas, chemical, and petrochemical industries, the valves used must guarantee a reliable and safe shut-off in case of fire.
It is important for end users to understand both the testing procedure and the terminology used by different manufacturers when describing their valve performance in such conditions.
Testing
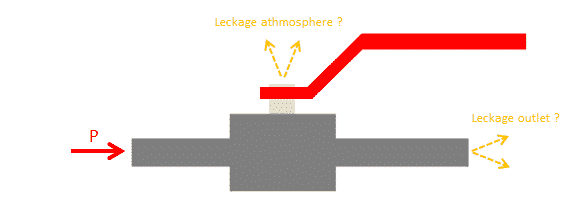
The fire safety test, as conducted by TÜV SÜD, ensures that the valves demonstrate minimal leakage and can still be operated in case of fire. The valves are placed under pressure (75% of the max. working pressure) with water, and must withstand a fire (temperatures between 750 – 1000°C) for 30 minutes. The examiners then cool down the fittings for ten minutes to below 100°C. Throughout the process, leakages from the valve seat and to the atmosphere are measured with strict limits. After the testing process is complete, the valve must be able to go through at least one full open and close cycle.
Terminology
There is often times confusion as to the level of fire safety that the valves can insure. It is important for end users to know the differences between “fire safe by design”, “fire safe tested”, and “fire safe approved and certified”
- A “fire safe by design” valve is designed to be fire safe, but hasn’t been tested
- A “fire safe tested” valve may have been tested, but has not been approved by a governing third party
- A “fire safe approved and certified” valve has been tested, approved, and certified by a governing third party according to common standards like API 607, API 6 FA, ISO 10497, etc.